One of the most popular pieces of equipment in Hosokawa Micron Ltd’s containment portfolio, the freestanding, open-fronted Downflow Booth offers high-performance, versatility and peace of mind when manufacturing products such as pharmaceuticals, fine chemicals, food and cosmetics. The extensive, cost-effective, range performs a number of extremely important safety functions for operators and the environment when handling potent, toxic and sensitizing compounds such as powders, liquids and solvents, offering operator protection without the need for PPE, maintaining area classification and product integrity during manual activities such as weighing, sampling, dispensing, sieving and drum tipping.
Our standard and tailor-made, recirculation or single pass Downflow Booths are expertly designed to be as energy-efficient, operator friendly and reliable as possible and integrate the latest clean air technology methods, including three-stage on-board filtration and our cutting-edge barrier screen protection – 5D articulated containment screens. Available in a huge range of sizes, models, adaptable configurations – and with an array of optional features to choose from, including Hosokawa Gen4 remote monitoring software – our Downflow Booth range offers the highest industry-standard safety levels, incorporating H14 HEPA filtration and providing OELs down to <0µg/m3(8-hour TWA).
One of the most popular pieces of equipment in Hosokawa Micron Ltd’s containment portfolio, the freestanding, open-fronted Downflow Booth offers high-performance, versatility and peace of mind when manufacturing products such as pharmaceuticals, fine chemicals, food and cosmetics. The extensive, cost-effective, range performs a number of extremely important safety functions for operators and the environment when handling potent, toxic and sensitizing compounds such as powders, liquids and solvents, offering operator protection without the need for PPE, maintaining area classification and product integrity during manual activities such as weighing, sampling, dispensing, sieving and drum tipping.
Our standard and tailor-made, recirculation or single pass Downflow Booths are expertly designed to be as energy-efficient, operator friendly and reliable as possible and integrate the latest clean air technology methods, including three-stage on-board filtration and our cutting-edge barrier screen protection – 5D articulated containment screens. Available in a huge range of sizes, models, adaptable configurations – and with an array of optional features to choose from, including Hosokawa Gen4 remote monitoring software – our Downflow Booth range offers the highest industry-standard safety levels, incorporating H14 HEPA filtration and providing OELs down to <0µg/m3 (8-hour TWA).
Hosokawa Micron’s high-performance Downflow Booths are available in a wide range of models, sizes and configurations, including Dispensary Suites (comprising several connected Downflow Booths), Vacuum Transfer Downflow Booths, Reactor Charge Transfer Booths, IBC Liquid Transfer Booths, smaller Bench Downflow Booths, Fettling Booths, VLAF Downflow Booths (Class 100) and Downflow Booths with safe change capability.
Our Downflow Booths are manufactured from high-quality, robust materials, including powder-coated steel, 304/316L stainless steel or a combination of a composite ‘clean room’ panel material made from a rigid polyurethane foam core set between metal-faced panels. For maximised visibility, transparent side walls and 5D containment screens (with or without glove ports) can be built into the design, if required.
The Downflow Booth’s open-fronted, ergonomic design offers unrestricted operator access and enables many container types to be handled in comfort, including palletised IBCs, kegs or bags.
Downflow Booths can be split into two basic categories. Recirculation Downflow Booths are perfect for handling powders, while Single Pass Downflow Booths are ideal for handling solvents.
Optional Features
Voltages:
A comprehensive set of containment performance tests and validations are performed on every Downflow Booth prior to the FAT at Hosokawa Micron Ltd, delivery and commissioning.
Fettling Booths and Laminar Flow Cabinets
For a smaller, more simple, mobile and cost-effective solution to our Downflow Booth range, a bespoke or standard Hosokawa Micron Fettling Booth may be more suitable for your needs (for metal filing and working with ceramics, for example).
Alternatively, our standard and custom-made Laminar Flow Cabinet can be fixed in location, portable or used as a standalone piece of equipment for the safe management of vapours and dust, and may be integrated with additional processing equipment, including a Hosokawa Micron Filling & Weighing System. The equipment can be made to specific dimensions (up to 4 metres wide or even wider) and zoned for particular area classifications. Airflow is controlled, once-through and non-turbulent, enabling activities such as charging and discharging, inspection and dispensing, vacuum transfer, as well as liquid and solvent pumping.
Hosokawa Micron Downflow Booths are used by a huge range of processing sectors for the small to large-scale safe handling of hazardous materials such as powders, liquids and solvents, during activities such as weighing, batching, sub-dividing, drum tipping, sieving, dispensing and sampling. The booths protect the operator, product and environment and maintain critical area classification safety levels.
Hosokawa Micron’s Downflow Booths can be fitted with our exclusive 5D articulated containment screens, enabling a wide range of movements – side to side, forward and backward, higher or lower, controlled tilt and controlled rotation – to offer operators freedom of movement with minimal restriction and a superior containment level with reduced OEL. Screens are constructed from transparent materials for maximum visibility and can be rigid or flexible, depending on customer requirements.
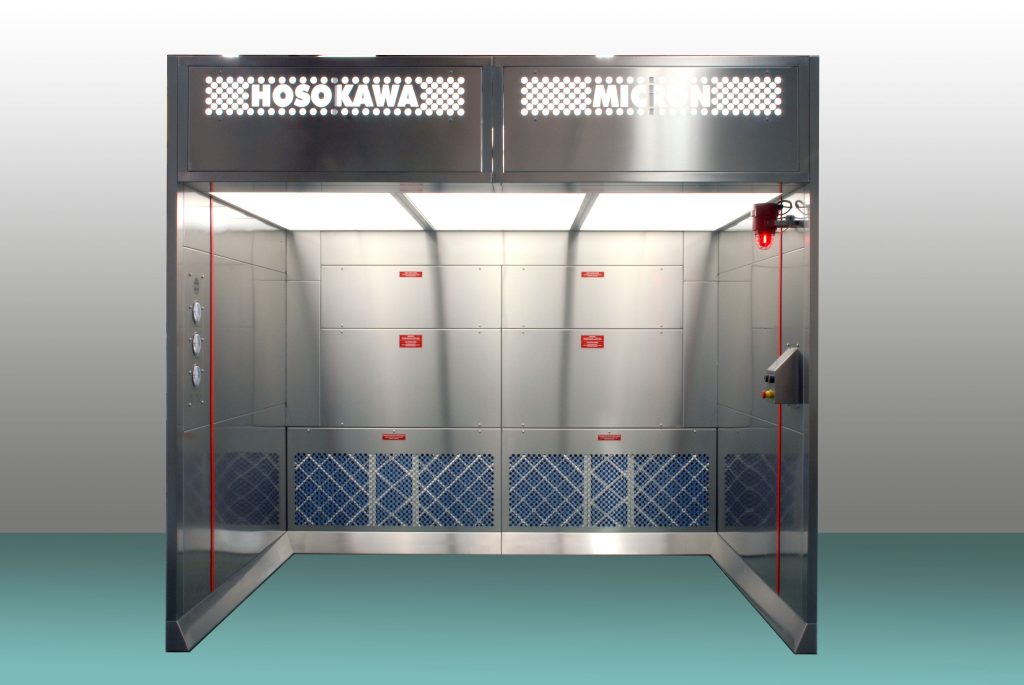
Hosokawa Micron Ltd Downflow Booths are designed to contain fine airborne dust and vapours over large working areas, which are designated by a red safe work line within the booth. Available in a range of standard and bespoke configurations, they are tailored to suit individual requirements of operator protection and product protection and the processing activities to be carried out while also addressing environmental and energy concerns.
The Downflow Booths use HEPA-filtered air to push dust or vapours down and away from the operator’s breathing zone, creating a clean processing area and minimising the risk of cross-contamination from other products and processes. Conveniently, this solution allows a wide range of process operations to be carried out with reduced levels of PPE (personal protective equipment).
Hosokawa Micron Downflow Booths are extremely versatile and adaptable and can be manufactured to bespoke dimensions, meaning they can be used by a number of processing industries to accommodate a range of equipment and processes. Predominantly our Downflow Booths are utilised by the pharmaceutical, fine chemical, cosmetics, and food industries, however, they are becoming increasingly popular with other industries such as aerospace, additive manufacturing, advanced materials, defence, nuclear, pigments and powder coatings, as well as for metal finishing and sampling. The open-fronted design helps to maximise their convenience, allowing for the integration of a wide variety of equipment and for effortlessly bringing palletised drums, IBCs, kegs and bags of material into and out of the working area.
There are two main types of Downflow Booth and choosing between them is dependent on the application.
Recirculation Downflow Booths – Dry Powder Handling
Recirculatory Downflow Booths are typically used for dry powder handling operations. A conditioned downflow of air passes evenly from the Downflow Booth’s ceiling inlet plenum, pushing any dust downwards and away from the operator’s breathing zone. The air is then extracted from the booth via low-level exhaust grills and through a series of filters and a fan prior to recirculation into the Downflow Booth’s working area. A small percentage of air is discharged from the booth through high-level bleed to maintain the working space under negative pressure, minimising airborne contamination from leaving the Downflow Booth.
Single Pass Downflow Booths – Fumes and Vapour Handling
Single pass, once-through Downflow Booths are used in applications where solvent fumes or vapours are anticipated, or when high potency products demand a ‘once-through’ philosophy. The single pass Downflow Booth operates a vertical airflow, pushing dusts and vapours downwards and away from the operator’s breathing zone with 100% of the air discharged into the atmosphere, ensuring that solvent-laden air will not be recirculated back into the Downflow Booth.
Hosokawa Micron is a world-renowned process equipment specialist at the cutting-edge of equipment development, technology and processing techniques specific to powders, particles and containment. Our containment team has in-depth knowledge and decades of first-hand experience designing, engineering, manufacturing and commissioning unique, bespoke containment equipment and process systems, including Downflow Booths, for a number of high-profile customers, including blue-chip companies in the UK and Ireland, Europe and beyond from a wide variety of industries.
We work in collaboration and partnership with our sister companies to provide complex equipment solutions for very specific processing challenges and would be delighted to undertake design studies and R&D projects to find the perfect process system for your requirements.
Hosokawa Micron Ltd is a world-leading expert in containment, powder and particle processing technology and digitalisation, designing, engineering and manufacturing an extensive range of equipment and process systems for applications such as milling, size reduction, air classification, drying, agglomeration and compaction, as well as for R&D, laboratory analysis, characterisation and particle design.
Our wide-ranging first-class service also includes powder testing, contract manufacturing, feasibility and design studies, maintenance packages, containment testing, optimisation and upgrades, lifecycle services and digitalisation solutions, meaning we can take a project of whatever size and complexity from initial concept to the end of the equipment’s life and everything in between.
Hosokawa Micron’s containment solutions and well-respected industry, technical and engineering expertise span a huge variety of industry sectors – from pharmaceuticals, nuclear, chemicals and additive manufacturing, to cosmetics, food and beverage, homecare and nutraceuticals – so we are ideally placed to offer first-hand knowledge and advice to customers looking for high performance process systems that require a high containment element.
Downflow Booths from Hosokawa Micron can be supplied as standalone pieces of equipment, to be integrated into existing processing systems, but are often paired with additional equipment from the main Hosokawa Micron product portfolio – such as powder mills, Isolators and Gloveboxes, Drum and Bulk Container Handling Equipment and Filling & Weighing Systems.
An additional advantage of the Hosokawa Micron Downflow Booth is that it can now be integrated with Hosokawa Gen4 software for remote monitoring, further expanding its safety capabilities and providing additional peace of mind.
The expert containment team is adept at working on simple and complex containment systems and has an in-depth understanding of very specific manufacturing processes. We understand the importance of a well designed and manufactured piece of equipment or process system, including ergonomic equipment functioning, user-friendly operation and choosing the right equipment and configuration to achieve optimum processing goals. We would be pleased to create a bespoke, high-performance process system, including Downflow Booths, to meet your exact requirements.
Browse though the Hosokawa Micron product catalogue to view all of our innovative processing equipment